З якою частотою потрібно проводити інспекції стану обладнання?



Регулярні інспекції обладнання дозволяють отримати інформацію про його поточний стан і вчасно виявити попередні відмови. Очевидно, що чим більш точні методи діагностики використовуються при інспекції, тим більш точну інформацію можна отримати.
Точна діагностика коштує недешево, та й діагностів на щоденні обходи всіх одиниць обладнання не вистачить. Тому, для проведення оглядів складається графік, який визначає періодичність інспекцій.
Як же визначити інтервал обходів, щоб встигнути зафіксувати потенційну відмову обладнання і запобігти його розвиток до моменту настання функціональної відмови?
Розглянемо базові питання виявлення і усунення відмов в контексті бізнес-процесів ТОіР.
Будь-яке обладнання складається з компонентів, що володіють певним запасом відмовостійкості.
В процесі експлуатації обладнання \під впливом навантажень, запас відмовостійкості його компонентів знижується, що призводить до відхилення параметрів, що характеризують відмовостійкість.
ПРИКЛАД:
Увага! Всі цифри і приклади в цій статті – умовні. Не слід орієнтуватися на ці значення в своїй практиці!
В результаті зносу в мастилі підшипника можуть накопичуватися частки металу. На початковому етапі їх розмір і концентрація мізерно малі, вони не надають значного впливу на роботу підшипника, і аналізатор масла їх не вловлює.
З часом, концентрація частинок металу в маслі зростає, їх розмір також може збільшуватися. І в якийсь момент аналізатор масла може зафіксувати відхилення спостережуваного параметра.
Чим більш точний метод діагностики ми використовуємо при інспекції, тим раніше ми зможемо помітити відхилення.
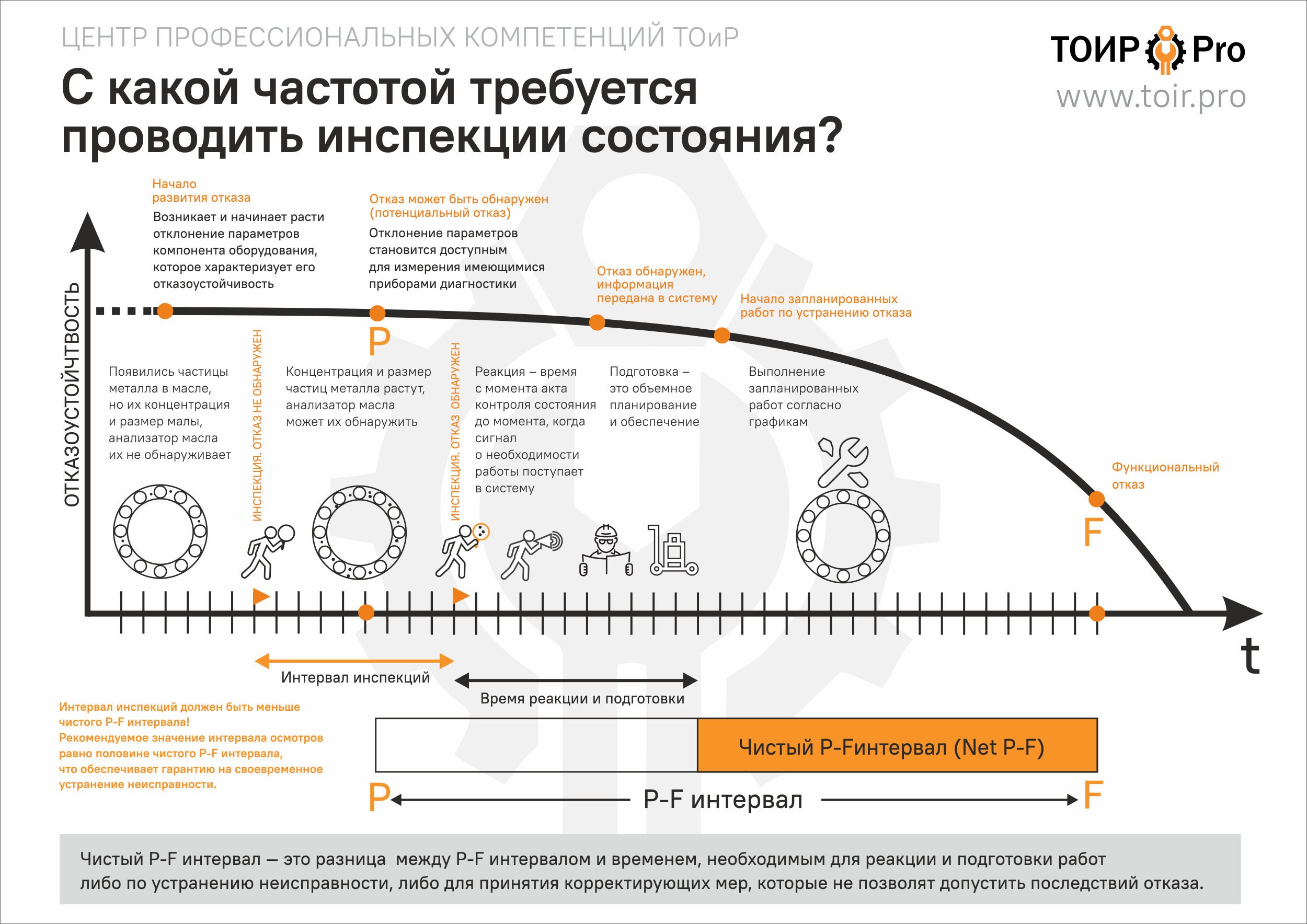
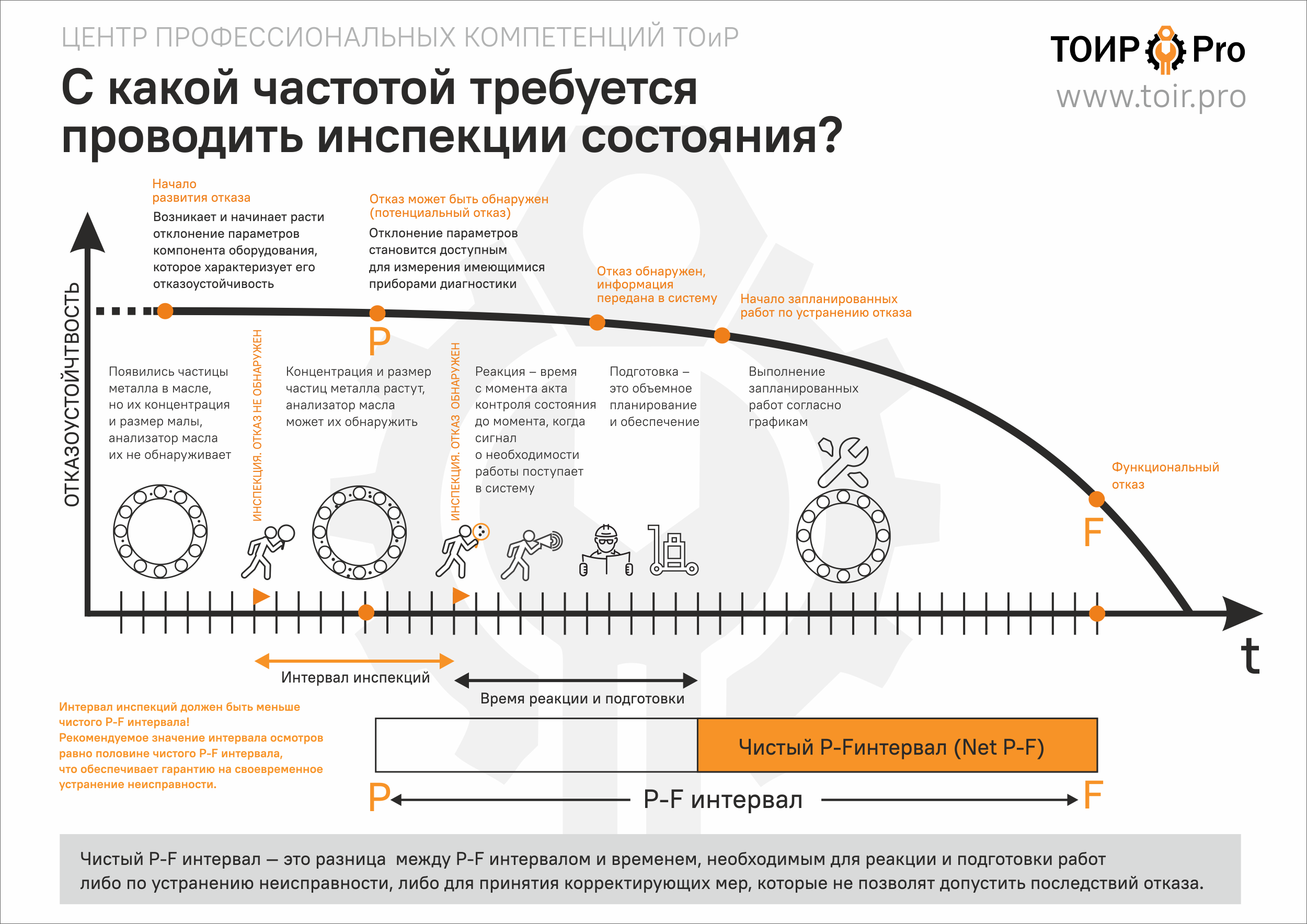
Розглянемо графік зміни відмовостійкості компонента з плином часу.
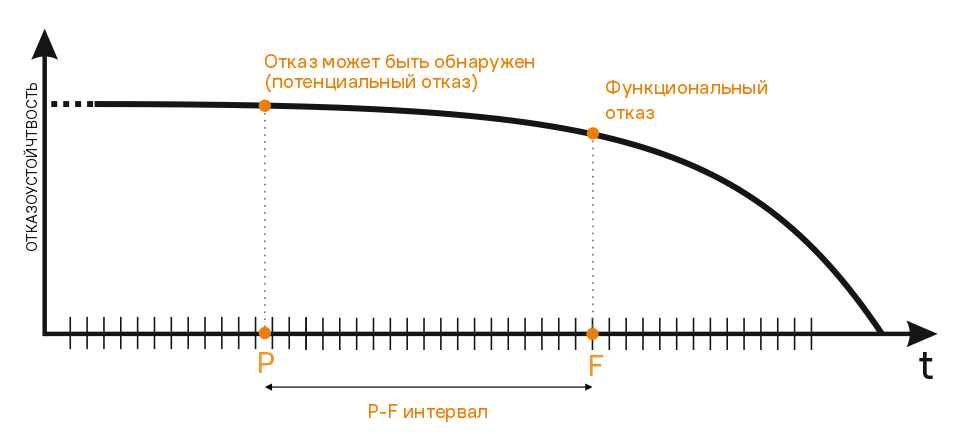
На графіку точка Р (Potential Failure) – позначає той момент, коли відмова МОЖЕ БУТИ ВИЯВЛЕНА.
Точка F (Functional Failure) – позначає момент настання функціональної відмови.
P-F інтервал – показує час, який проходить з моменту, коли відмова МОЖЕ БУТИ ВИЯВЛЕНА до настання відмови. Як правило, на виробництві відомо або досить точно прогнозується значення P-F інтервалу для кожної причини відмови.
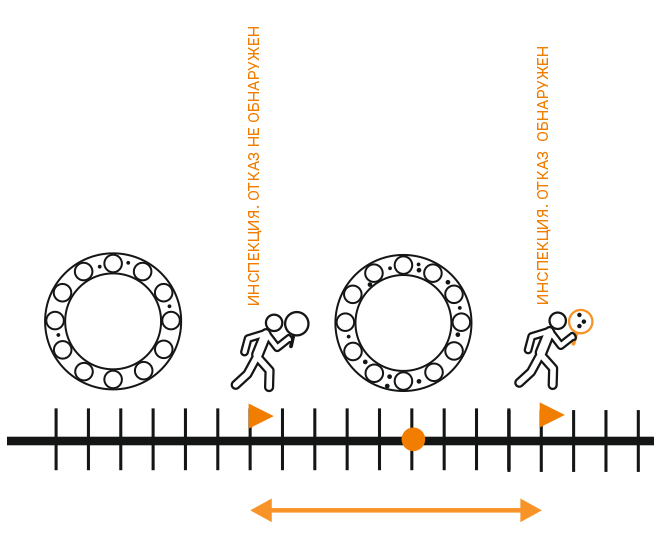
Чи буде відмова виявлена відразу, як тільки це стане фізично можливо (в момент Р)?
Це можливо тільки при постійному моніторингу стану. У всіх інших випадках відмова буде виявлена тільки при черговому огляді (інспекції) стану. Причому слід розуміти, що сам факт виявлення відмови не означає, що ремонт або коригувальні заходи щодо недопущення наслідків відмови будуть розпочаті в той же момент.
ПРИКЛАД:
Припустимо, що ми проводимо аналіз олії щодня.
Кожен день діагност проходить обхід за затвердженим маршрутом який може зайняти у нього півдня. І раніше ніж він повернеться на своє робоче місце, ми не дізнаємося про результати його замірів.
Час реакції на відмову становить півдня.
Повернувшись на робоче місце у діагноста можуть бути різні варіанти реакції на отриману інформацію про відмову:
- Внести інформацію в систему і далі запустити процедуру відповідно до бізнес-процесу
- Написати листа керівнику технічної служби та повідомити про виявлену потенційну відмову
- Інші варіанти
Припустимо, що він написав лист майстру ТОіР.
Відповідно до внутрішнього регламенту, майстер ТОіР зобов’язаний переглядати електронну пошту не рідше двох разів на добу. Так як лист діагностом було відправлено в обід, то отримає його майстер ТОіР ввечері.
Наступного ранку майстер ТОіР відправить інформацію планувальником.
Планувальник, який також зобов’язаний перевіряти електронну пошту два рази на день, отримає повідомлення вже ввечері.
Час реакції на відмову становить два дні.
Припустимо, що у планувальника за регламентом на обробку інформації і об’ємне планування робіт є 5 днів. Тобто планувальник створить замовлення на усунення відмови ще через 5 днів.
Час реакції на відмову стає рівним 7 днів.
Нехай для усунення відмови потрібна доставка матеріалів з центрального складу, і логістика займає 5 днів.
Час реакції на відмову і підготовки робіт дорівнює 12 днів.
Система діагностики на підприємстві впроваджується для того, щоб всі роботи були заплановані і виконувалися відповідно до графіків.
У випадку, наведеному в нашому прикладі, ми з урахуванням бізнес-процесів і логістичних особливостей, не зможемо зробити необхідні роботи раніше, ніж через 12 днів після того, як використовуються методи діагностики в змозі зафіксувати коли починається відмова.
Час реакції – час з моменту акту контролю стану до моменту, коли сигнал про необхідність роботи надходить в систему.
Час підготовки – час, потрібний для об’ємного планування і забезпечення робіт по усуненню відмови і / або запобігання наслідків відмови.
Чистий P-F інтервал = P-F інтервал – (Час реакції + Час підготовки)
ПРИКЛАД:
Припустимо, що прогнозований P-F інтервал по маслу для підшипника в описаному вище прикладі становить 30 днів. Час реакції і час підготовки – 12 днів. Таким чином, чистий P-F інтервал дорівнює 18 днів.
Тобто з 30 можливих днів для усунення відмови, з урахуванням наших бізнес-процесів, ми маємо в своєму розпорядженні всього 18-ть днів для проведення робіт.
Для чого ми враховуємо чистий P-F інтервал?
Інтервал інспекцій обладнання не може бути більше або рівним P-F інтервалу. В цьому випадку ми не встигнемо запобігти настанню функціональної відмови.
Інтервал інспекцій стану повинен бути менше чистого P-F інтервалу!
Рекомендоване значення інтервалу оглядів дорівнює половині чистого P-F інтервалу, що забезпечує гарантію на своєчасне усунення несправності.
Дякуємо за корисну статтю – джерело: https://toir.pro/mod/book/view.php?id=71&chapterid=299


