How often is equipment condition inspection required?



Regular inspection of the equipment allows you to obtain information about its current condition and timely identify incipient failures. Obviously, the more accurate diagnostic methods are used during inspection, the more accurate information they provide to the observer.
Accurate diagnostics are not cheap, and there are not enough diagnosticians for daily rounds of all pieces of equipment. Therefore, for conducting inspections, a schedule is drawn up that determines the frequency of inspections.
How to determine the bypass interval in order to catch a potential equipment failure and prevent its development until a functional failure occurs?
Consider the basic issues of identifying and eliminating failures in the context of MRO business processes
Any equipment consists of components with a certain margin of fault tolerance.
During the operation of the equipment, under the influence of loads, the safety margin of its components decreases, which leads to a deviation of the parameters characterizing fault tolerance.
EXAMPLE:
Attention! All numbers and examples in this article are conditional. You should not focus on these values in your practice!
As a result of wear, metal particles can accumulate in the bearing grease. At the initial stage, their size and concentration are negligible, they do not significantly affect the operation of the bearing, and the oil analyzer does not catch them.
Over time, the concentration of metal particles in the oil increases, their size can also increase. And at some point, the oil analyzer can detect the deviation of the observed parameter.
The more accurate the diagnostic method we use during the inspection, the sooner we can notice the deviations.
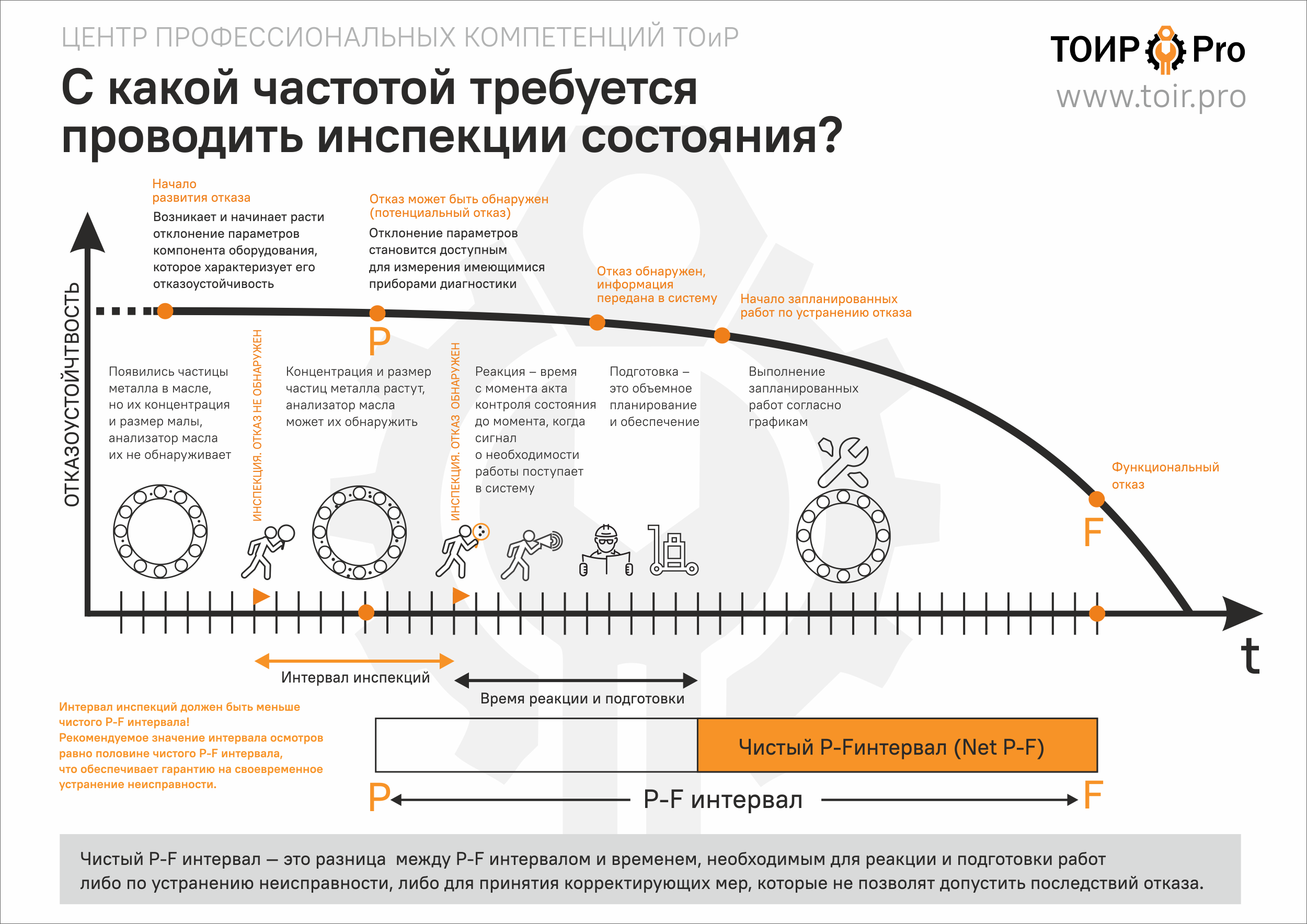
Consider a graph of component resiliency over time.
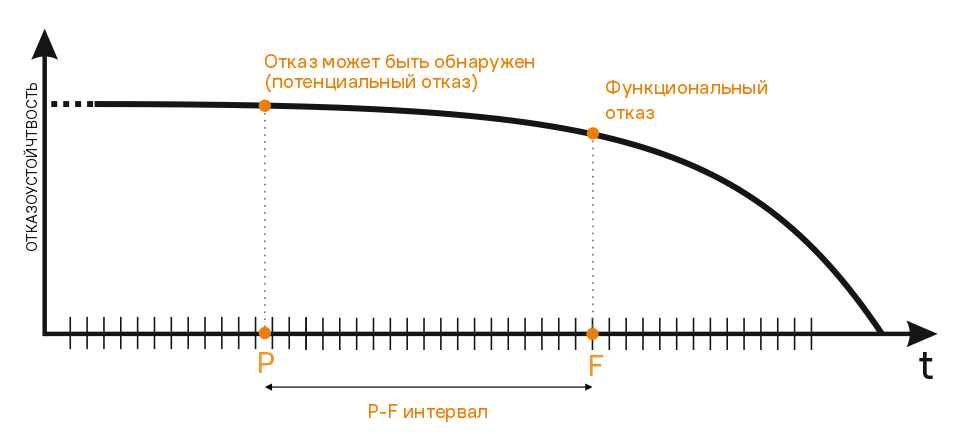
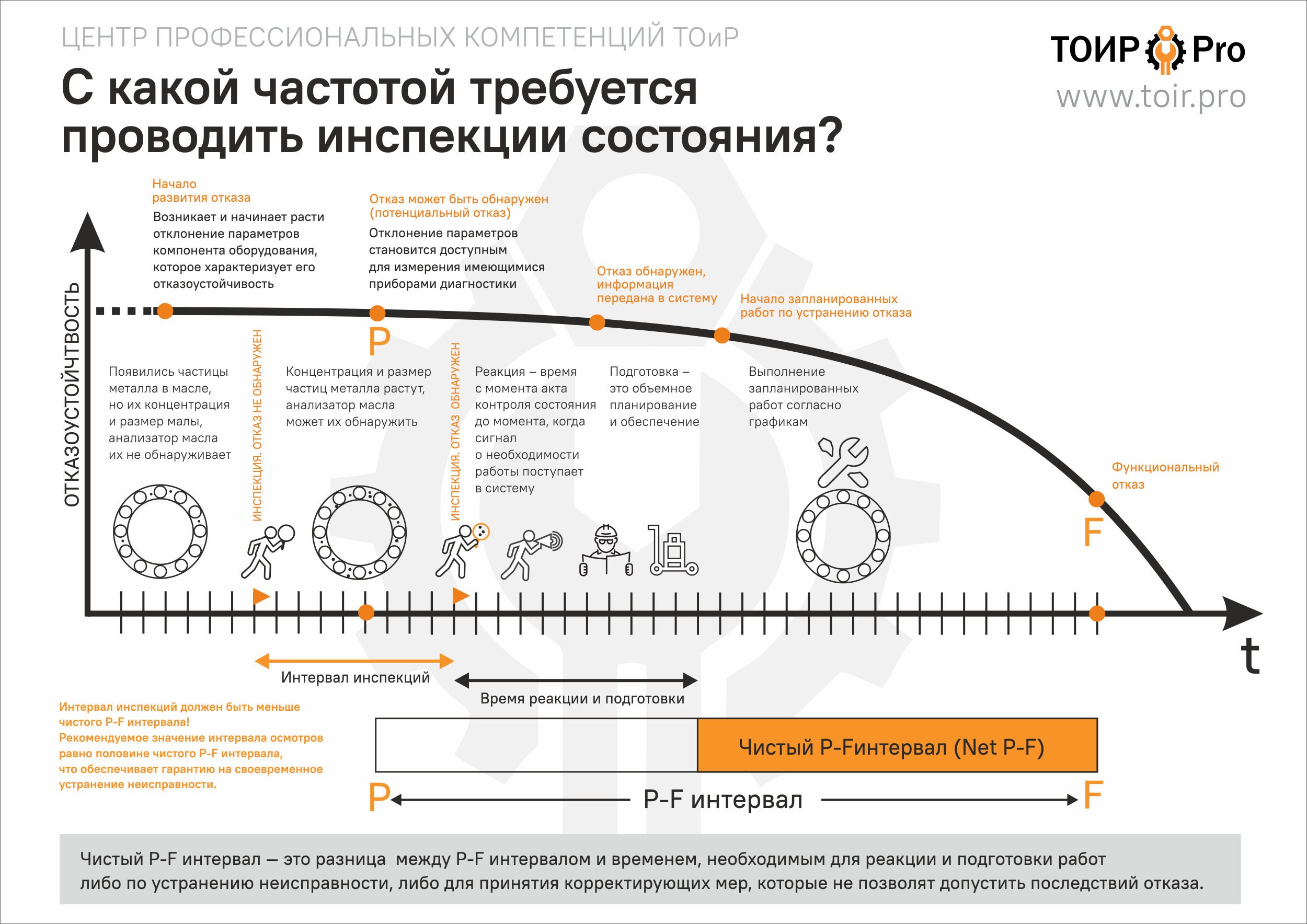
On the graph, point P (Potential Failure) – indicates the moment when the failure MAY BE DETECTED.
Point F (Functional Failure) – indicates the moment of a functional failure (see https://toir.pro/mod/glossary/showentry.php?courseid=1&eid=229&displayformat=dictionary).
P-F interval – shows the time that elapses from the moment when the failure MAY BE DETECTED before the failure occurs. As a rule, the value of the P-F interval for each cause of failure is known or accurately predicted at the production site.
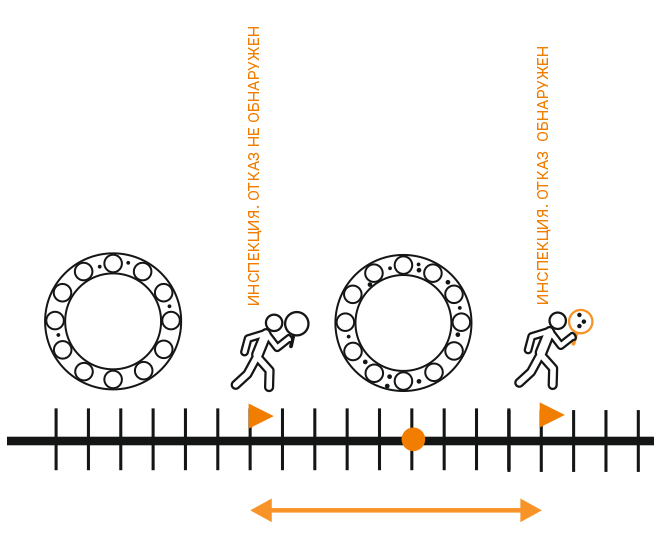
Will a failure be detected as soon as it becomes physically possible (at time P)?
This is only possible with continuous monitoring of the condition. In all other cases, a failure will be detected only at the next inspection (inspection) of the condition. Moreover, it should be understood that the fact of failure detection does not mean that repairs or corrective measures to prevent the consequences of failure will be started at the same time.
EXAMPLE:
Suppose we do an oil analysis daily.
Every day, the diagnostician goes through the approved route, which takes him half a day to bypass. And before he returns to his workplace, we will not know about the results of his measurements.
Failure response time is half a day.
Returning to the workplace, the diagnostician may have various options for responding to the information received about the failure:
Enter information into the system and then start the corresponding procedure according to the business process.
Write a letter to the head of the technical service and report a potential failure.
Other options.
Suppose that he wrote a letter to the MRO.
According to the internal regulations, the maintenance and repair master is required to view e-mail at least twice a day. Since the letter was sent to the diagnostician by lunch, he will receive his MRO at night.
The next morning, the MRO will send information to the scheduler.
The scheduler, who is also required to check email twice a day, will receive a message in the evening.
The response time to failure is two days.
Suppose that the scheduler, according to the regulations for information processing and volumetric work planning, has 5 days. That is, the planner will create an order to eliminate the failure after another 5 days.
The response time to failure becomes equal to 7 days.
Suppose delivery of materials from a central warehouse is required to eliminate a failure, and logistics takes 5 days.
The response time to failure and preparation of work is 12 days.
The diagnostic system at the enterprise is being introduced so that all work is planned and carried out according to schedules.
In the case described in our example, we, taking into account business processes and logistic features, will not be able to do the required work earlier than 12 days after the diagnostic methods used are able to detect a starting failure.
Reaction time – the time from the moment of the state control act to the moment when a signal about the need for work enters the system.
Preparation time – the time required for volumetric planning and provision of work to eliminate the failure and / or to prevent the consequences of the failure.
Pure P-F interval = P-F interval – (Reaction time + Preparation time)
EXAMPLE:
Assume that the predicted P-F interval for the oil in the bearing in the example described above is 30 days. The reaction time and preparation time is 12 days. Thus, the pure P-F interval is 18 days.
That is, out of 30 possible days to eliminate the failure, taking into account our business processes, we have only 18 days to carry out the work.
Why do we consider a pure P-F interval?
The equipment inspection interval cannot be greater than or equal to the P-F interval. In this case, we do not have time to prevent the onset of functional failure.
The condition inspection interval must be less than the pure P-F interval!
The recommended value for the inspection interval is half the pure P-F interval, which provides a guarantee for timely troubleshooting.
Thanks for the helpful article source: https://toir.pro/mod/book/view.php?id=71&chapterid=299


